1-10 Assi Torn Tħin Tidwir Ċentru Tħaffir Kontrollur 1500MD
Parametri tal-Prodott
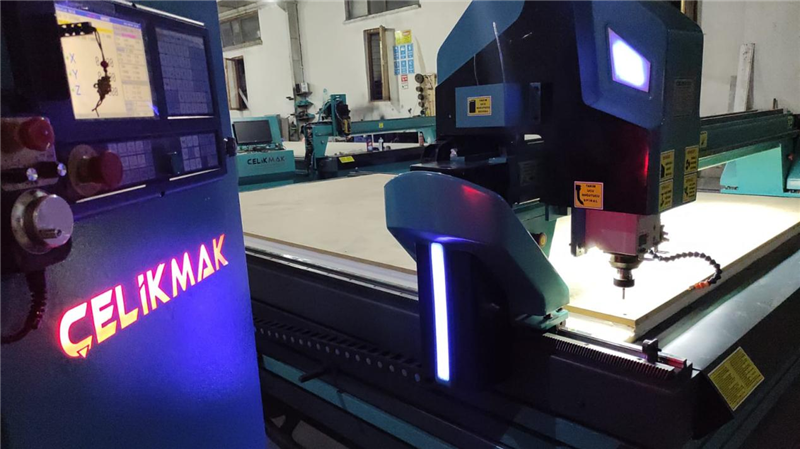
Applikazzjoni: Torn u Ċentru tat-Tidwir, Magni tal-Boring CNC, magna tax-xogħol tal-injam CNC, makkinarju tat-tħin CNC, makkinarju tat-tħaffir CNC, u speċjalment tagħmir awtomatiku
Assi: 1-10 assi
Rapport tat-Test tal-Makkinarju: Ipprovdut.
Funzjoni: Appoġġ ATC, funzjoni Makro, u display PLC
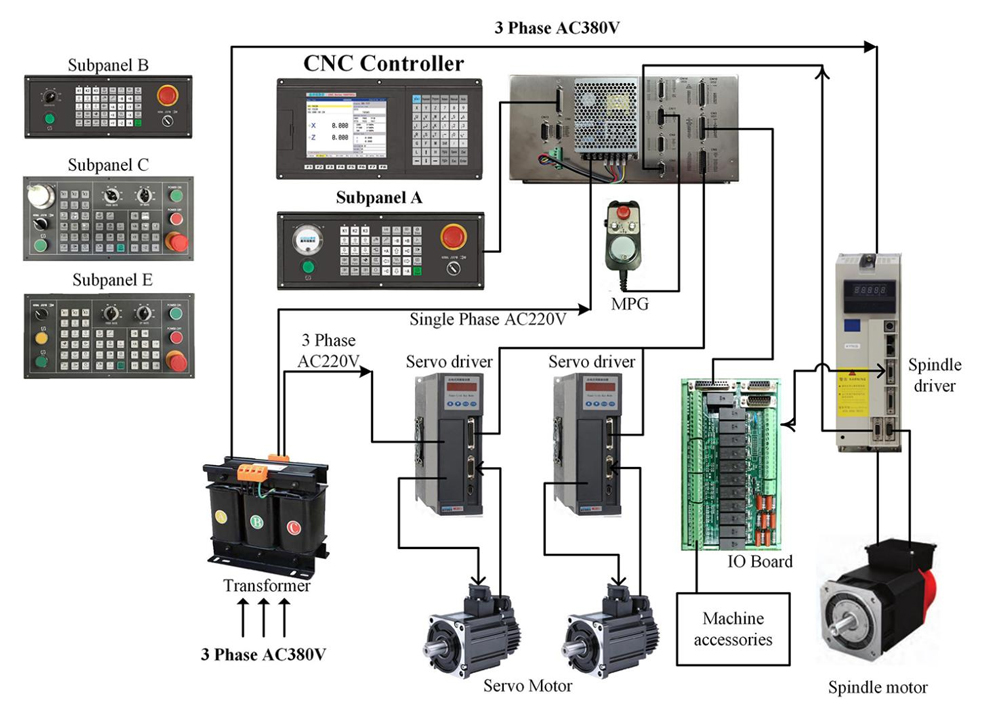
Komponenti ewlenin: PLC, CNC, programm Makro, kontrollur CNC.
CPU: ARM (32bits) + DSP + FPGA.
Port: 56input 32output
Piż: 8KG
Kamra tal-Aħżen tal-Utent: 128Mb
Interface: USB + RS232 Port Communction.
Abbiltà ta 'Provvista: 10000 Set / Sets kull Xahar.
Garanzija: 2 Snin
Dettalji tal-parametri (turi l-kodiċi G)
1. Sib malajr: G00
2. Interpolazzjoni ta 'linja dritta: G01
3. Interpolazzjoni tal-ark: G02/03
4. Ċiklu ta 'cyliner tat-tqattigħ jew kon: G90
5. Ċiklu tal-wiċċ tat-tarf tat-tqattigħ: G94
6. ċiklu tal-ħajt tat-tqattigħ: G92
7. Ċiklu fiss ta 'tapping: G93
8. Ċiklu ta 'qtugħ mhux maħdum fl-excircle: G71
9. Ċiklu ta 'qtugħ mhux maħdum fil-wiċċ tat-tarf: G72
10. Ċiklu ta 'qtugħ magħluq: G73
11. Ċiklu ta 'drill toqba fil-fond fil-wiċċ tat-tarf: G74
12. Ċiklu tal-kanal tat-tqattigħ b'dijametru estern: G75
13. Ċiklu tal-ħajt kompost tat-tqattigħ: G76
14. Ċiklu tal-programm: G22,G800
15. Sistema ta' koordinati lokali: G52
16. Issib l-istruzzjoni ta 'skip: G31, G311
17. Koordinata tal-arblu: G15, G16
18. Programm metriku/Imperjali: G20,G21
19. Issettja koordinati, offset: G184,G185
20. Sistema ta 'koordinati tal-biċċa tax-xogħol: G54 ~ G59
21. Raġġ tal-għodda C: G40, G41, G42
22. Proċess preċiż ta 'lokalizzazzjoni/passaġġ kontinwu: G60/G64
23. Mod ta 'tmigħ: G98,G99
24. Appoġġ għall-punt tal-bidu tal-programm: G26
25. Appoġġ għall-punt fiss: G25, G61, G60
26. Appoġġ għall-punt tad-datum: G28
27. Issospendi: G04
28. Programm Makro: G65, G66, G67
29. Funzjoni awżiljarja: S, M, T
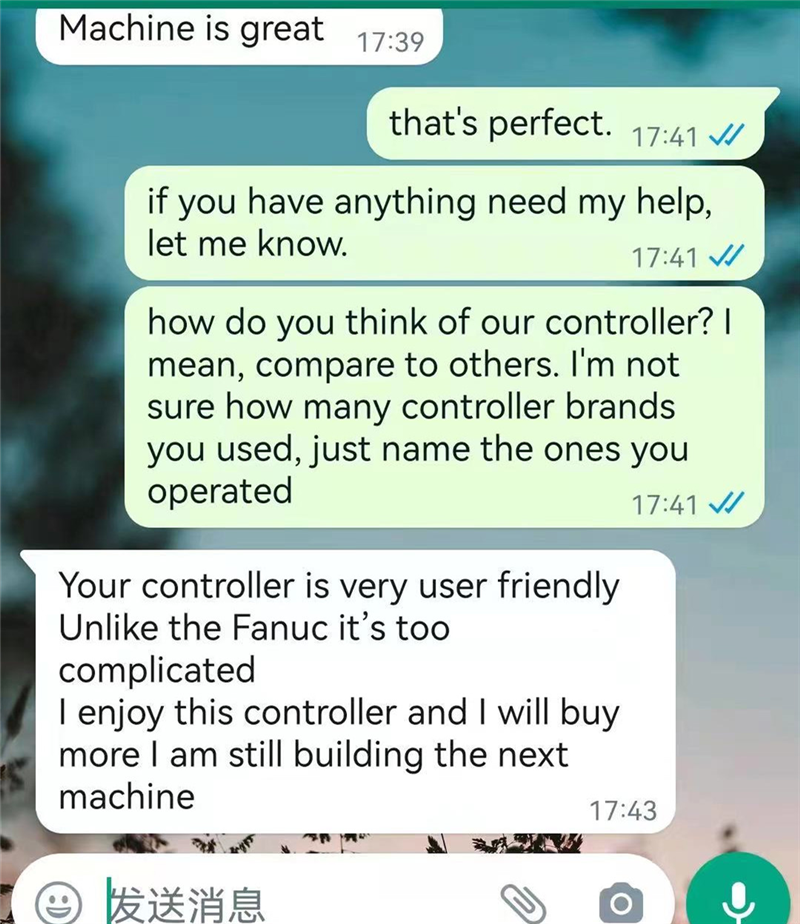
Tifħir tal-Klijent

Każ tal-Klijent